Vorbereitung eines Stempels für die Prüfung
Wenngleich eine Reihe unterschiedlicher Messgeräte und Stempel für spezifische Anwendungen oder Prüfstandards verfügbar ist, gestaltet sich die Vorbereitung einer Haftfestigkeitsprüfung für alle Typen und Messgeräte sehr ähnlich.
Zustand des Stempels
Die Kontaktfläche des Stempels sollte flach, unbeschädigt und rechtwinklig zum Schaft des Stempels sein. Der Flächeninhalt sollte in allen Fällen den Prüfungsanforderungen entsprechen. Abgerundete Stempelkanten, Schäden oder Kerben wirken sich auf den Flächeninhalt der Prüffläche aus und können das Ergebnis der Haftfestigkeitsprüfung deshalb erheblich beeinflussen.
In der Regel wird bei Haftfestigkeitsprüfungen ein Durchmesser von 20 mm verwendet, andere Größen, einschließlich 10 mm und 50 mm, sind jedoch im Handel erhältlich. Die Größe des Stempels bestimmt den Zugkraftbereich des Haftfestigkeitsprüfgeräts. Der 50-mm-Stempel wird hauptsächlich für Beton verwendet.
Kontaktfläche des Stempels
Jeder Stempel ist präzisionsgefertigt, um die korrekten Abmessungen sowie eine glatte Kontaktfläche des Stempels zu gewährleisten. Zum Erreichen eines guten Haftvermögens sollte der Stempel angeraut werden. Dazu sollte eine Abschleifscheibe oder Schleifpapier auf eine flache Unterlage gelegt und die Stempelkontaktfläche darüber gerieben werden, wobei darauf zu achten ist, dass das Schleifmaterial die Kanten nicht beschädigt oder abrundet.
Der Stempel sollte anschließend entstaubt und entfettet werden. Unter bestimmten Umständen ist auch eine leichte Strahlreinigung der Stempeloberfläche möglich. Dabei sollte wiederum beachtet werden, dass es zu keiner Abrundung der Kanten kommt. Bei der Wiederverwendung eines Stempels ist sicherzustellen, dass vor dem Auftragen von frischem Klebstoff sämtliche Beschichtungs- und Klebstoffreste von der Stempeloberfläche entfernt werden.
Zusätzlich zur Stempelvorbereitung sollte auch die beschichtete Oberfläche leicht abgeschliffen und gereinigt werden, um sicherzustellen, dass sie frei von Öl, Fett, Feuchtigkeit und Staub ist und eine gute Haftung des Stempels an der Beschichtung möglich ist.

Auftragen des Klebstoffs und Sichern des Stempels

Tragen Sie einen Film Klebstoff gleichmäßig auf die vorbereitete Kontaktfläche des Stempels auf. Setzen Sie den Stempel auf die vorbereitete beschichtete Oberfläche und üben Sie einen gleichmäßigen Druck auf den Stempel aus, um Lufteinschlüsse und überschüssigen Klebstoff herauszudrücken. Der überschüssige Klebstoff sollte dann vom Stempel entfernt werden.
Bei Verwendung von Zweikomponentenklebern sollte eine geringe Menge entsprechend den Angaben des Herstellers angemischt werden (Zweikomponenten-Epoxidkleber sollten in der Regel innerhalb von einer Stunde nach dem Anmischen verwendet werden).
Da Prüfstempel für Scherhaftfestigkeitsprüfungen mit einem Mittelloch versehen sind, sollte bei Verwendung von Klebstoffen mit niedriger Viskosität vor dem Aufsetzen des Stempels auf die Oberfläche der Klebstoffstopfen eingesetzt werden. Damit wird sichergestellt, dass sich das Loch beim Anbringen nicht mit Klebstoff füllt. Der Stopfen sollte entfernt werden, bevor der Klebstoff aushärtet. Im Zubehör des Elcometer 108 sind ein Werkzeug und ein Stopfen enthalten, die sicherstellen, dass das Loch frei von ausgehärtetem Klebstoff bleibt.
Klebstoffe härten unterschiedlich schnell und bei unterschiedlichen Temperaturen aus. Wenn Stempel an vertikalen Flächen angebracht werden, müssen sie während des Aushärtens entweder mit einer magnetischen Stempelklemme (nur für eisenhaltige Substrate) oder mit einem Band in Position gehalten werden, um sicherzustellen, dass der Stempel flach auf der Oberfläche gehalten wird.
Durchtrennen oder nicht?
Die Frage, ob die Beschichtung um den Stempel herum durchtrennt werden soll oder nicht, ist strittig. Wenn die laterale Bindung in der Beschichtung stärker als die erwartete Adhäsion ist (zum Beispiel Elastomerbeschichtungen), muss die Beschichtung um den Stempel herum durchtrennt werden. Viele argumentieren jedoch dafür, dass zur vollständigen Eliminierung der lateralen Wirkung grundsätzlich alle Beschichtungen durchtrennt werden sollten. Andere argumentieren dagegen, dass das Durchtrennen der Beschichtung selbst feinste Risse unterhalb der Stempelfläche verursacht und so das Ergebnis beeinflusst.
Wichtig bei der Frage, ob durchtrennt werden soll oder nicht, ist, konsistent zu bleiben. Während der gesamten Inspektion sollte nicht nur dasselbe Haftfestigkeitsprüfgerät verwendet und aufgezeichnet werden, sondern auch, ob die Beschichtung durchtrennt wird oder nicht. In ähnlicher Weise sollte auch die Klebstoffsorte aufgezeichnet und standortweit verwendet werden.
Auswahl eines Klebstoffs
Zweikomponenten-Epoxidkleber haften an Aluminium und Stahl. Cyanoacrylat-Kleber haften weniger wirksam an Aluminium, härten aber schnell aus und sind ideal für Edelstahlstempel geeignet, wie sie mit dem Elcometer 108 verwendet werden.
Klebstoffe sind mit unterschiedlicher Haftkraft erhältlich und der Anwender sollte einen für die erwartete Adhäsion der Beschichtung geeigneten Klebstoff wählen. In bestimmten Fällen gibt es keinen Klebstoff, der eine größere Haftkraft aufweist als die zwischen der Beschichtung und dem Substrat (zum Beispiel flammgespritzte oder thermisch gespritzte Beschichtungen). Es kann deshalb erforderlich sein, den Stempel direkt in die Beschichtung einzusetzen, bevor sie aushärtet.
Bestimmte Klebstoffe können sich nachteilig auf die Beschichtung auswirken und sie chemisch verändern.
Ausrichtung und Positionierung des Stempels
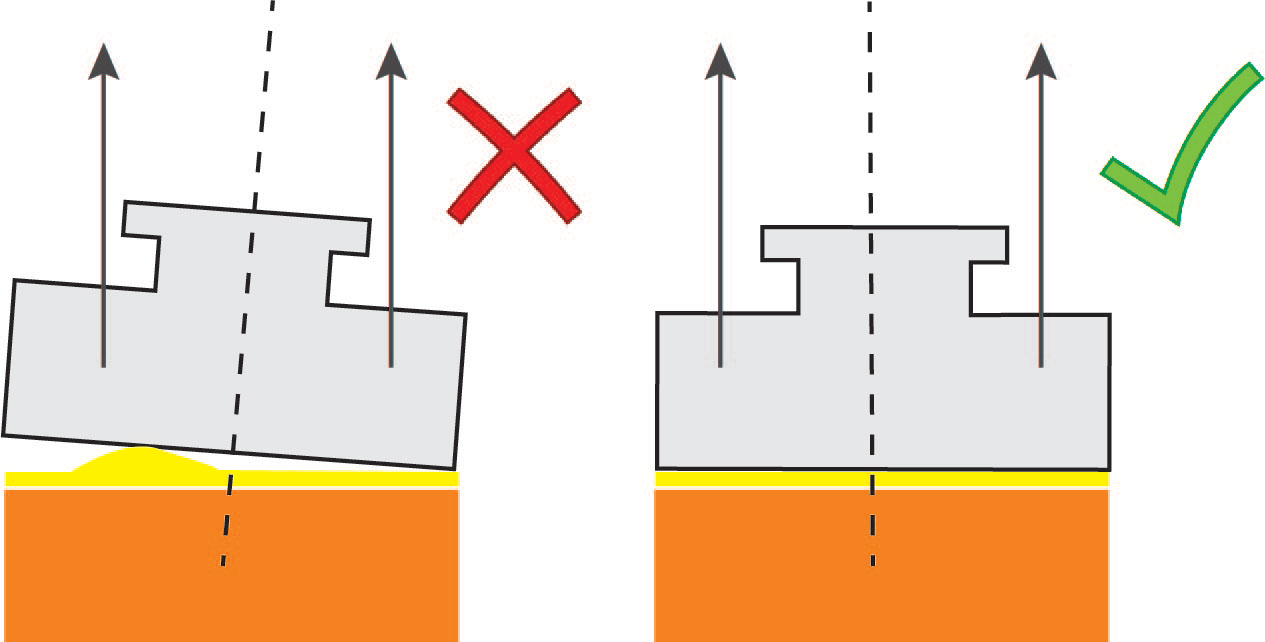
Es ist zwingend erforderlich, dass der Stempel an einer flachen Oberfläche angebracht ist und ausreichend Freiraum um ihn herum vorhanden ist, damit das Prüfgerät ebenfalls flach auf der Oberfläche um ihn herum aufliegen kann. Das Positionieren eines Stempels über einem Grat oder einer Schweißnaht ist ungeeignet, da die Haftfestigkeitsprüfung erfordert, dass der Stempel senkrecht zum Substrat abgezogen wird.
Es gibt zwar „selbstausrichtende“ Verfahren für das Abziehen des Stempels von der Substratoberfläche, aber wenn der Stempel und die Stempelschürze nicht senkrecht zum Substrat ausgerichtet sind, wird das Abziehen des Stempels in einem ungenauen Ergebnis resultieren.
Das Beispiel in der Abbildung zeigt, dass der Stempel auf der linken Seite beim Abziehen in Richtung der Pfeile praktisch von der Oberfläche abgeschält wird. Dies entspricht keiner der einschlägigen Normen. Der Bereich, in dem der Stempel angebracht ist, ist nicht für eine Prüfung geeignet, wenn der Stempel, wie in diesem Fall, nicht flach und senkrecht zu der beschichteten Fläche angebracht werden kann.