
Inspección después de la preparación de la superficie
La apariencia superficial del acero después del granallado se describe en las normas pictóricas . La norma ISO 8501-1 (Norma Sueca contra la Óxido) identifica dicha apariencia mediante grados de limpieza, junto con imágenes de referencia.
Al igual que con los grados de óxido analizados anteriormente, existen cuatro grados de limpieza para el granallado abrasivo del acero nuevo; estos son los siguientes para el acero de grado A:
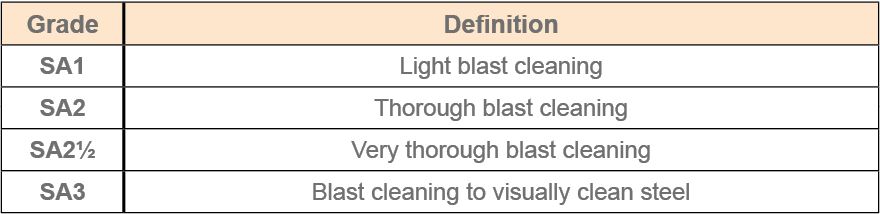
La especificación del recubrimiento detallará el grado de limpieza requerido. Para evaluar la superficie limpia, debe compararse con las fotografías correspondientes de la norma. Cabe señalar que estas normas suelen denominarse «normas de perfil», pero no es así. En realidad, se denominan normas de limpieza de superficies; ambos términos se confunden con frecuencia.
Nota: Para los distintos grados de acero (aceros B, C y D), existen diferentes grados de limpieza (SB, SC y SD). Estos se mencionan en la norma ISO 8501-1, que incluye las fotografías correspondientes. También existen diferentes grados de limpieza para sustratos limpiados con llama y con agua.
La limpieza con llama es el proceso de limpiar una superficie de acero estructural haciendo pasar una llama oxiacetilénica muy caliente sobre ella. Se utiliza un soplete de oxígeno paralelo a la superficie para fundir y eliminar cualquier imperfección que el operario desee, incluyendo algunas de las sustancias más difíciles de limpiar, como lubricantes y grasas. También existen normas de limpieza visual para otros tipos de sustratos, como el hormigón.
Tenga en cuenta que existen varias versiones de las Normas Pictóricas y que la norma utilizada se especifica en la descripción del puesto. A continuación, se muestra una lista de las más utilizadas:
- ISO 8501-1 (Norma sueca contra la corrosión)
- SSPC VIS 1-01 (equivalente a la norma sueca contra la corrosión según SSPC)
- SSPC VIS-2 (Grado de oxidación en superficies pintadas)
- SSPC VIS-3 (Herramientas manuales y eléctricas)
- SSPC VIS-4 (Chorro de agua)
- SSPC VIS-5 (Abrasivo húmedo)
- BS EN ISO 8501-4 (Chorro de agua a alta presión)
- ASTM D 2200-08 Práctica estándar para el uso de normas y guías pictóricas de preparación de superficies para pintar superficies de acero
- IMO MSC 215(82)
- IMO MSC 244(83)
- Marina de los EE. UU. NSI 009-32
Además de la inspección visual para evaluar la limpieza de una superficie (mediante patrones pictóricos), es posible medir y evaluar el perfil superficial obtenido durante la operación de granallado y analizar la superficie del sustrato para detectar contaminantes no visibles, como iones cloruro, sulfato o nitrato. Estos métodos se describen en las secciones siguientes.
El nivel de “aceptabilidad” suele definirse en las especificaciones del contrato y también puede determinarse mediante la ficha técnica del material de recubrimiento.
Medición del perfil o rugosidad de la superficie
Si bien es discutible si conviene inspeccionar la superficie en busca de contaminantes no visibles antes o después de medir el perfil superficial, en esta sección se abordará primero el perfil superficial. Si el perfil es incorrecto y se requiere un granallado adicional, será necesario verificar la limpieza de la superficie una vez finalizado todo el proceso.
Si bien los términos «perfil» y «rugosidad» suelen usarse indistintamente para describir la superficie del sustrato, en la industria de los recubrimientos, el término «perfil superficial» se utiliza generalmente para describir el patrón de anclaje de un sustrato tratado con chorro abrasivo. En cambio, «rugosidad superficial» se utiliza con mayor frecuencia para describir el acabado superficial de un sustrato mecanizado. La Sociedad de Recubrimientos Protectores (SSPC) define el perfil superficial como «la superficie texturizada que resulta de la limpieza con chorro abrasivo o herramientas eléctricas hasta dejar el metal al descubierto».
En el caso del acero, el perfil superficial es una medición de la altura de la superficie desde el pico hasta el valle. A menudo se expresa como un promedio de múltiples lecturas de instrumentos individuales y suele oscilar entre menos de 25 μm y 127 μm (de 1 milésima de pulgada a 5 milésimas de pulgada).
La SSPC define la rugosidad superficial como «la combinación del perfil (altura) y la densidad de picos de la superficie». El grado de perfil influye en el rendimiento general del recubrimiento. La altura del perfil (medida desde los picos hasta los valles) determina aspectos como la adhesión, la cobertura y el volumen total de recubrimiento utilizado.
Al crear un perfil en un sustrato, la superficie total del mismo aumenta significativamente. Cuanto mayor sea el aumento del perfil, mayor será el incremento de la superficie.
Esto se puede demostrar fácilmente doblando una hoja de papel. Una hoja de papel de fotocopiadora, cuando está plana, mide aproximadamente 300 mm (11,5 pulgadas) de largo. Si la doblamos hacia adelante y hacia atrás en tiras de 25 mm (1 pulgada), creando un efecto acordeón, y la extendemos sobre una mesa, su longitud total se reduce significativamente (en un 30% aproximadamente).
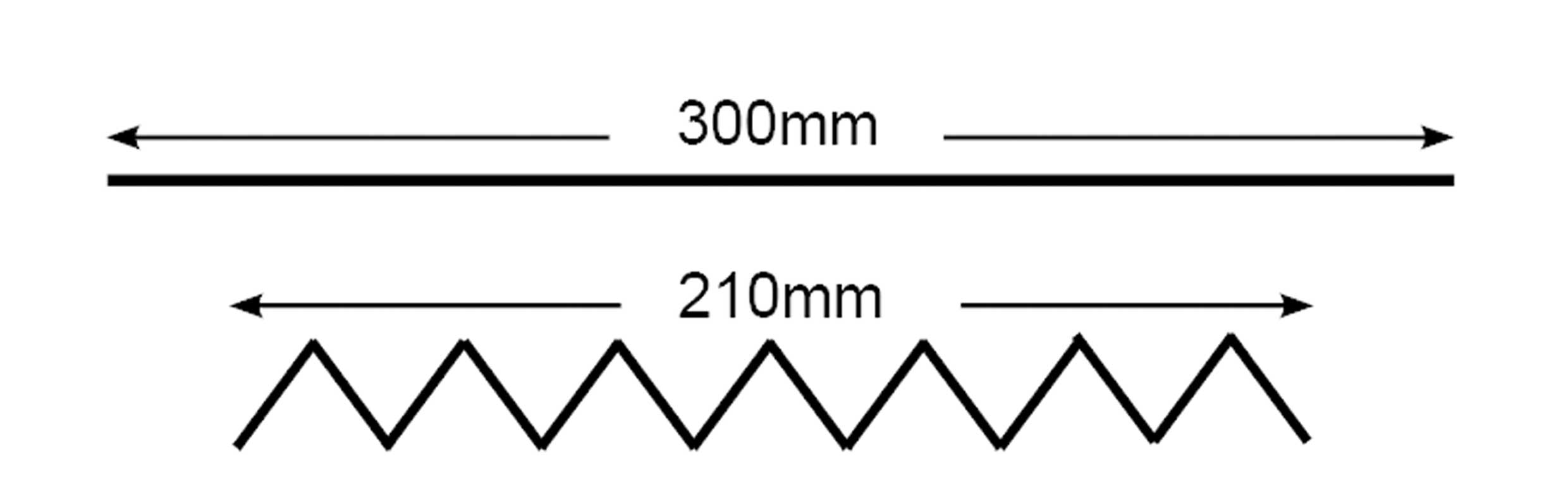
Figura 1b. La misma hoja de papel doblada.
En realidad, la longitud del sustrato no se ha reducido, sino que la adición de un perfil ha permitido que la longitud original de 300 mm se ajuste a una longitud lateral de 210 mm. Por lo tanto, añadir un perfil a una superficie aumenta la superficie por metro lineal.
Por lo tanto, el perfil proporciona al recubrimiento una mayor superficie, lo que conlleva una mayor adhesión del mismo.
Sin embargo, no es cierto afirmar que, si se duplica el perfil, también se duplicará la adhesión.
Si el perfil es demasiado grande, aumenta la cantidad de recubrimiento necesaria para asegurar una cobertura adecuada de los picos; de lo contrario, existe el peligro de que los picos queden sin recubrir o con un recubrimiento demasiado fino, lo que permite la aparición de manchas de óxido o puntos de óxido.
Además, un perfil excesivo puede provocar la retención de disolvente. Esto ocurre cuando el recubrimiento en el fondo de los valles del perfil permanece sin curar, reduciendo así la superficie de adhesión.
En la película húmeda, la superficie superior de la pintura se secará más rápidamente que la que se encuentra debajo de la superficie, ya que es más fácil que los componentes volátiles se evaporen de la superficie.
Si la capa superficial se agrieta, la pintura sin curar se desprende, produciéndose un agrietamiento superficial y un fallo prematuro del recubrimiento, lo que conlleva corrosión. Además, si el perfil de la superficie es demasiado liso, puede que no haya suficiente adherencia para lograr una adhesión adecuada, lo que también provoca fallos prematuros del recubrimiento.
Existen 4 métodos diferentes disponibles para analizar el perfil y/o la rugosidad de la superficie :
1. Comparadores de superficie
2. Cinta de réplica
3. Medidores de perfil de superficie
4. Medidores de rugosidad superficial

Antecedentes de los comparadores de superficie
Los comparadores de superficie se utilizan para comparar perfiles recién granallados con perfiles predefinidos. Los comparadores estándar están disponibles en granalla, perdigones o arena. La elección del comparador depende del material utilizado durante el granallado.

Los comparadores de superficie se utilizan para comparar perfiles recién granallados con perfiles predefinidos. Los comparadores estándar están disponibles en granalla, perdigones o arena. La elección del comparador depende del material utilizado durante el granallado.
El orificio central de algunos comparadores permite colocarlos sobre la superficie a evaluar, de manera que tanto el comparador como la superficie sean visibles simultáneamente, lo que facilita comparaciones visuales claras con los perfiles de referencia. Algunos productos también incorporan una lupa iluminada para facilitar la comparación visual.
En algunos casos, se emplea una comparación táctil utilizando el dedo, la uña o un alfiler. Sin embargo, debe tenerse cuidado de no contaminar el sustrato con sales de la piel del dedo. Estos comparadores y el método de uso se detallan en la norma ISO 8503-1.
- Es importante recordar que las soldaduras forman parte de la superficie a evaluar. Existen comparadores ( como el comparador de soldadura superficial Elcometer ) para medir la calidad de los cordones de soldadura.
Los comparadores proporcionan los valores de perfil en
Valor del perfil en micras (μm) – Comparadores de superficie Elcometer 125 ISO
Valor del perfil en mils – Comparadores de superficie Elcometer 127 Keane-Tator
Perfiles en 'Clases' o 'Promedios de Rugosidad' – Comparadores de Superficie Elcometer 129 Rubert y Rugotest

Cinta de réplica

Si bien los comparadores de superficies ofrecen una indicación útil del perfil superficial, su interpretación depende de la experiencia del usuario. Por lo tanto, su uso para determinar el perfil superficial es una evaluación subjetiva que suele presentar resultados variables en cuanto a repetibilidad y reproducibilidad.
Sin embargo, la cinta de réplica produce un valor numérico para el perfil de la superficie máxima y tiene la ventaja, a menudo mencionada, de proporcionar una "prueba de ensayo", ya que la cinta usada se puede conservar e incluir en los informes de inspección (si se almacena correctamente).
La cinta, que consta de una almohadilla de espuma adherida a una tira de soporte incompresible, se coloca sobre la superficie a medir con la almohadilla en contacto con el perfil. A continuación, se presiona la espuma contra el perfil frotando la tira de soporte con una espátula de plástico. La espuma reproduce el perfil del sustrato. El perfil resultante en la espuma, creado a partir del perfil del sustrato, se puede medir con un micrómetro de espesor.
La cinta está disponible en cuatro gamas para diferentes perfiles;
- Grueso Menos (C-) (no se utiliza en perfiles de voladura)
- Grueso (C) para perfiles de 20-64 μm (0,8-2,5 mils)
- X-Coarse (XC) 38-115 μm (1,5-4,5 mils), y
- X-Coarse Plus (XC+) para perfiles entre 115-127 μm (4,5-5,0 mils)
Algunos inspectores habrán pasado por alto esta información. Aquellos que dispongan de existencias de cintas antiguas deberán asegurarse de que el tipo de cinta esté claramente identificado en la hoja de registro.
Como se mencionó anteriormente, la medición de la cinta de réplica se realiza con un micrómetro. También se debe tener cuidado de restar el espesor original de la ventana de la tira de soporte no compresible del espesor total de la tira de soporte y la almohadilla de espuma.
Se debe tener en cuenta un aspecto adicional al seleccionar un micrómetro apropiado, no solo para asegurar la escala adecuada en el dial, sino también que se aplique la fuerza y el área del yunque (y por lo tanto la presión) adecuadas a la espuma.
El medidor de espesor Elcometer 124 ha sido diseñado específicamente para proporcionar el área de yunque y la fuerza de medición correctas, de modo que no afecten la lectura del perfil. El medidor también se puede poner a cero para compensar el espesor original de la ventana de la cinta (normalmente 50 μm (2 mils)).
Tenga en cuenta que la cinta de réplica no se puede reutilizar y que volver a medir con la misma cinta inevitablemente la aplastará, invalidando la segunda prueba. Asimismo, si necesita un registro permanente de la lectura, deberá almacenar la cinta con sumo cuidado.

Para identificar y utilizar la cinta métrica de réplica del grado correcto para medir el perfil, el inspector debe tener alguna idea o conocimiento de cuál se espera que sea el perfil.

Para establecer una repetibilidad razonable entre usuarios, el método C de la norma ASTM 4417 recomienda que se tomen al menos dos lecturas en cada ubicación.
Tenga en cuenta que el rango de perfiles que cada grado de cinta de réplica puede medir presenta superposiciones.
Al utilizar cinta de grano extra grueso y obtener un valor medido entre 38 y 64 μm (1,5 y 2,5 mils), se debe realizar una medición adicional con cinta de grano grueso. Si esta segunda medición también se encuentra en el mismo rango, el perfil se calculará como el promedio de ambas.
Al usar cinta de grano grueso y si la lectura del perfil se encuentra en el rango de 38 a 64 μm (1,5 a 2,5 mils), se debe tomar una segunda lectura con cinta de grano grueso X. Si el valor de la lectura con la cinta de grano grueso X es mayor que 64 μm (2,5 mils), este es el valor que se debe registrar.
La lectura original con el grado grueso debe descartarse. Si el valor de la lectura con el grado grueso X se encuentra entre 38 y 64 μm (1,5 y 2,5 mils), el perfil se toma como el promedio de las dos mediciones.
Es importante tener en cuenta que ambos grados de cinta métrica deben estar en el kit de herramientas del inspector, ya que utilizar solo un grado no será suficiente para registrar una medición de perfil precisa.
Como puede verse, esta prueba aparentemente sencilla y rápida podría dar lugar a errores por parte de inspectores sin formación. La situación se complica aún más por el hecho de que las versiones anteriores de la cinta de réplica no requerían este procedimiento de promediado y muchos usuarios desconocen el cambio.
Sin embargo, utilizando un medidor de perfiles, podemos medir prácticamente cualquier perfil que se utilice en el mercado de recubrimientos protectores (0 - 125 μm).
Medidores de perfil de superficie

Un medidor de perfil de superficie es una alternativa al uso de cintas de réplica con rangos de medición variables. Estos medidores están disponibles con rangos de medición de 0-500 μm (0-20 mils), 0-1000 μm (0-40 mils), etc.
Una ventaja clave del medidor es que dispone de memoria para almacenar datos por lotes. Estos lotes se pueden descargar a un ordenador, teléfono inteligente o tableta para generar un registro permanente de las mediciones.
El medidor de perfil de superficie Elcometer 224, que consta de una aguja con una punta en forma de cono que opera dentro de una base plana de 25 mm de diámetro, mide la altura pico a valle en términos de la distancia entre la punta de la aguja y la parte superior del perfil (picos) y la distancia entre la punta de la aguja y la parte inferior del perfil (valles).
Este método puede determinar con precisión un valor para el perfil promedio de pico a valle.
De acuerdo con la norma NACE SP0287, el promedio de la ubicación debe consistir en una serie de entre 5 y 10 lecturas del instrumento dentro de un área de 150 x 150 mm (6 x 6 pulgadas). El promedio de estas mediciones puntuales individuales proporciona al usuario la altura pico a valle en ese punto de medición. El método ASTM indica que el medidor debe calibrarse a cero utilizando una placa de vidrio flotado.
Al tomar las lecturas, sujete firmemente el medidor contra el sustrato de prueba; no lo arrastre, ya que esto acelerará el desgaste de la punta. Mida el perfil en suficientes puntos para caracterizar la superficie, ya sea por acuerdo entre las partes o mediante una especificación acordada.


En cada punto, tome diez lecturas y calcule el promedio. Luego, calcule el promedio de todos los puntos y reporte ese valor como el perfil de la superficie (una revisión reciente de ASTM ahora permite registrar tanto el promedio como la medición máxima).
El uso del medidor digital de perfiles de superficie Elcometer 224 proporciona al inspector el método más rápido, preciso, repetible y reproducible para evaluar el perfil de superficies planas.
Para cada punto de medición, el usuario puede seleccionar el número de lecturas que se tomarán y se promediarán para obtener un valor. Elcometer recomienda un mínimo de 2 lecturas por punto.
El modo de promedio contado del medidor permite registrar automáticamente en memoria el promedio de las lecturas puntuales. Estas lecturas se pueden enviar a un dispositivo Android o iOS, o directamente a un ordenador, mediante Bluetooth o USB.
Mediante el modo de lectura en tiempo real del medidor, junto con un dispositivo Android o iOS con GPS, los usuarios pueden registrar no solo el perfil de la superficie, sino también las coordenadas GPS. El software ElcoMaster® representará entonces los valores en un mapa que se puede visualizar en la pantalla.
También se pueden configurar límites de valores altos y bajos en el medidor de perfil de superficie digital Elcometer 224 , lo que permite advertir a los usuarios cuando el perfil de la superficie es demasiado alto o demasiado bajo para cumplir con la especificación.
La punta es un componente de contacto y se desgastará. El inspector podrá observar esto como un aplanamiento (o redondeo) de la punta del pasador.
La punta es reemplazable por el usuario.


La calibración del medidor de perfil de superficie Elcometer 224 se puede verificar (junto con el desgaste de la punta) mediante el uso de láminas de verificación Elcometer y una baldosa de vidrio cero.
Elcometer ha desarrollado una sonda para medir el perfil de superficies cilíndricas, como tuberías. Esta sonda compensa la curvatura y realiza la corrección necesaria para obtener una lectura precisa y repetible de la profundidad del perfil.
En determinados entornos, como en las industrias del petróleo y el gas, existe el riesgo de que los equipos electrónicos provoquen explosiones.
Para esta aplicación, existen medidores analógicos como el medidor de perfil de superficie Elcometer 123 que mide el perfil con una aguja de forma similar al medidor de perfil de superficie Elcometer 224 .
Como estos medidores no tienen memoria para lotes, los usuarios deben registrar manualmente todas las mediciones y calcular el promedio de estas para determinar los perfiles de la superficie.

Medidores de rugosidad superficial

El medidor de rugosidad superficial consta de una punta de palpador unida a un brazo que la desplaza a velocidad constante a lo largo de una longitud lineal predeterminada. El medidor proporciona un registro de la superficie, así como la profundidad del perfil.
El medidor proporcionará un análisis muy detallado del perfil de la superficie.
La medición de la rugosidad superficial es importante para los fabricantes de componentes mecanizados, por lo que los medidores son muy sensibles para medir superficies casi “lisas”.
La sensibilidad (y delicadeza) de este medidor no lo convierte en una unidad ideal para su uso en el campo.
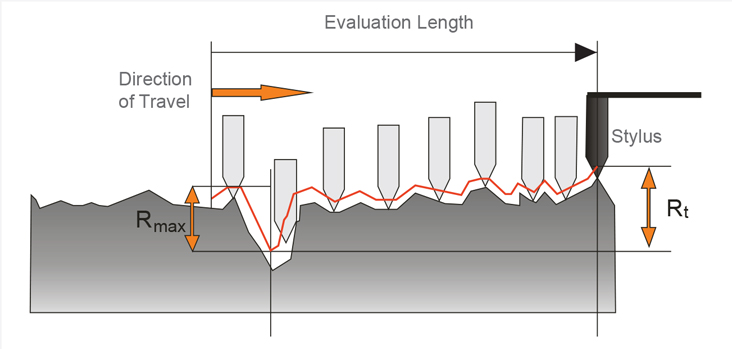
Los rugosímetros también se pueden usar para medir perfiles de voladura. Algunas normas de ensayo exigen la medición de Rmax, Ra, Rt y Rz, lo que requiere la medición del perfil a lo largo de una trayectoria lineal.
- Rmax: La mayor distancia entre el pico más alto y el valle más bajo durante la longitud del muestreo.
- Ra: La rugosidad media a lo largo de la longitud de muestreo.
- Rt: La distancia entre el pico más alto y el valle más bajo dentro de una longitud de muestreo determinada.
- Rz: La distancia promedio entre el pico más alto y el valle más bajo en varias longitudes de muestreo.
Cómo puede ayudar Elcometer
Como fabricantes de equipos líderes en la industria para la inspección de recubrimientos, sabemos lo importante que es la preparación de la superficie. Por eso ofrecemos una gama de soluciones para el análisis del perfil de la superficie que le ayudarán durante el proceso de inspección.
Si tiene alguna pregunta sobre cómo medir el perfil de su superficie, no dude en ponerse en contacto con el equipo de Elcometer.