
Abreiß- und Scherverfahren
Abreiß- und Scher-Haftfestigkeitsprüfverfahren dienen zur Bestimmung der Haftkraft einer Beschichtung. Dazu wird ein Prüfstempel mit bekanntem Flächenmaß (in der Regel 314 mm²) auf die Beschichtung geklebt. Nach dem Aushärten des Klebstoffs wird die Zug-/Scherkraft bzw. Zuglast gemessen, die erforderlich ist, um den Stempel von der Oberfläche zu entfernen.
Anschließend wird die Zuglast in MPa (Megapascal) oder PSI (pounds per square inch) aufgezeichnet. Die Attribute der Zugprüfung sollten ebenfalls gemäß ISO 4624 und ASTM D4541 aufgezeichnet werden.
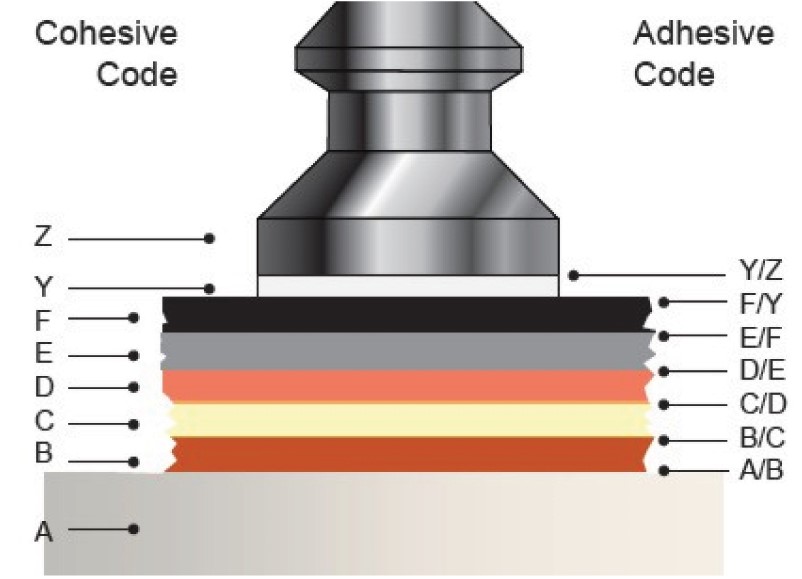
Kohäsionsfehler | Adhäsionsfehler | ||
Code | Beschreibung | Code | Beschreibung |
A | Substrat | A/B | Substrat & Schicht 1 |
B | Schicht 1 | B/C | Schicht 1 & Schicht 2 |
C | Schicht 2 | C/D | Schicht 2 & Schicht 3 |
D | Schicht 3 | D/E | Schicht 3 & Schicht 4 |
E | Schicht 4 | E/F | Schicht 4 & Schicht 5 |
F | Schicht 5 | F/Y | Schicht 5 & Kleber |
Y | Kleber | Y/Z | Kleber & Stempel |
Hersteller verwenden im Wesentlichen drei unterschiedliche Verfahren zum Aufbringen der Zuglast:
- Mechanisch
- Hydraulisch
- Pneumatisch
Mechanisches (Abreiß-)Haftfestigkeitsprüfgerät
ASTM D 4541 Typ II: Das Elcometer 106 ist möglicherweise das einfachste Messgerät für die Haftfestigkeitsprüfung.
Das Gerät ist mit starken Tellerfedern ausgestattet, und durch Drehen eines Handrads (oder einer Ratsche bei Prüfungen mit hohen Zugkräften) wird eine Kraft über die Feder auf den (auf der Beschichtung festgeklebten) Stempel übertragen, um ihn vom Substrat abzureißen.

Hydraulisches (Abreiß-)Haftfestigkeitsprüfgerät
ASTM D 4541 Typ V: In der gleichen Weise wie ein Elcometer 106 eine mechanische Kraft aufbringt, um den Stempel von der beschichteten Oberfläche abzureißen, üben Prüfgeräte wie das Elcometer 506 und das Elcometer 510 eine Kraft hydraulisch auf den Stempel aus, um ihn von der Oberfläche abzureißen. Diese beiden Prüfgeräte ermöglichen eine viel gleichmäßigere Anwendung der Kraft, so wie in den Normen spezifiziert.
Das automatische (Abreiß-)Haftfestigkeitsprüfgerät Elcometer 510 ermöglicht die Prüfung der Haftfestigkeit bis zu einem vordefinierten Grenz- bzw. Höchstwert. Der Zugkraftbereich des Prüfgeräts wird durch die Stempelgröße bestimmt. Bei Verwendung eines 20-mm-Stempels kann das Prüfgerät zum Beispiel eine Zugkraft von bis zu 25 MPa erreichen. Bei Verwendung des Haftfestigkeitsprüfgerätes Elcometer 510 können die Attribute der Zugprüfung innerhalb des Loses gemäß ASTM D4541 eingegeben und gespeichert werden.

Hydraulisches Scherhaftfestigkeitsprüfgerät
ASTM D 4541 Typ III: Hydraulische Scherhaftfestigkeitsprüfgeräte wie das Elcometer 108 und das Elcometer 508 arbeiten auf ähnliche Weise wie die hydraulischen Abreißhaftfestigkeitsprüfgeräte. Statt den Stempel jedoch über eine Mechanik und eine Stempelschürze von der Oberfläche abzuziehen, wird der Stempel mithilfe eines hydraulisch betätigten Stifts von der Oberfläche abgedrückt.
Der festgeklebte Stempel wird über einen Bajonettverschluss mit dem Prüfgerät verbunden. Der Stift des Prüfgeräts bewegt sich durch ein im Mittelpunkt des Stempels angebrachtes Loch nach unten auf das beschichtete Substrat zu, um den Stempel „abzudrücken“.
Das Elcometer 108 und das Elcometer 508 sind für Haftfestigkeitsprüfungen an den Innen- und Außenseiten von gekrümmten Flächen konzipiert. Elcometer bietet eine große Auswahl an speziell für diesen Zweck entwickelten konkaven und konvexen Stempeln an. Dieser Typ von Prüfgerät ist nicht für dünne Substrate geeignet, da infolge der kleinen Querschnittsfläche des Stifts ein hoher Druck auf die zu prüfende Oberfläche ausgeübt wird und das Substrat beschädigt werden könnte.

Pneumatisches Haftabzugsgerät
ASTM D 4541 Typ IV: Während hydraulische Haftfestigkeitsprüfgeräte Flüssigkeiten für die Kraft- bzw. Lastübertragung verwenden, nutzen pneumatische Haftfestigkeitsprüfgeräte, wie zum Beispiel die PATTI-Haftfestigkeitsprüfer, Druckluft. Die Druckluft wirkt kontinuierlich und gleichmäßig auf den Kopf einer pneumatischen Stempelvorrichtung.
Der Kopf der pneumatischen Stempelvorrichtung besteht aus zwei Hälften, einer Basiseinheit (die einen Ring und eine Membran enthält), die sich um den Stempel fügt, und einer Metallscheibe, die an ihm verschraubt wird. Die Membran wird von der zugeführten Druckluft gedehnt und drückt die Metallscheibe (und den befestigten Stempel) nach oben von der Oberfläche weg.
Messen der Haftfestigkeit auf dünnen Substraten
Bei Messungen auf dünnen Substraten kann die zum Versagen der Beschichtung erforderliche Kraft größer sein als die zur Verformung des Substrats erforderliche Kraft. Für solche Fälle ist ein Basisring aus Metall erhältlich, der zwischen dem Prüfgerät und dem Substrat angebracht wird und die vom Prüfgerät aufgebrachte Last verteilt, um eine aussagekräftige Prüfung der Haftfestigkeit der Beschichtung zu gewährleisten.
Aus demselben Grund wird die Verwendung des Scherhaftfestigkeitsprüfers Elcometer 108 für dünne Substrate nicht empfohlen, da die aufgebrachte Punktlast das Substrat noch vor der ordnungsgemäßen Prüfung der Beschichtung verformen könnte.
Prüfung von Beschichtungen auf Beton
Für die Prüfung der Haftfestigkeit von Beschichtungen auf Beton ist ein Stempel mit größerem Durchmesser erforderlich, so wie in den Normen festgelegt. Das Elcometer 106/6 ist den anderen Prüfgeräten im Sortiment ähnlich, wurde jedoch für die Aufnahme der größeren 50-mm-Stempel modifiziert.
In diesem Anwendungsfall wird das Substrat um den Stempel herum durchtrennt, so dass ein „Kern“ bzw. ein Stopfen Beton zusammen mit der Beschichtung entfernt werden kann. Häufig ist es erforderlich, die Beschichtung/das Substrat vor dem Anbringen des Stempels zu durchtrennen.